For more than five decades, North American powertrain strategy was shaped more by regulation than by the road. Compliance was king, setting the pace by driving investment cycles, product plans, and engineering priorities for the region.
But this is changing. And driven by this change, we find ourselves coming back to the only question that ultimately matters: What does the customer actually want?
CTI SYMPOSIUM USA IS THE KEY MEETING POINT FOR GLOBAL FORWARD THINKERS IN AUTOMOTIVE POWERTRAIN DEVELOPMENT – FROM PASSENGER CARS TO HEAVY-DUTY VEHICLES.
Plenary Speakers and Panelists 2026
Micky BlySenior Vice President Propulsion Systems – Stellantis
Jordan ChobyGroup Vice President Powertrain Engineering – Toyota
Jon DarrowVice President of the North American Tech Center – Stellantis
Joe FadoolPresident & CEO – BorgWarner
Ramiro GutierrezPresident – ZF North America
Ingo ScholtenCTO – HORSE Powertrain
Paul ThomasPresident, Bosch in North America & President, Bosch Mobility – Americas
Luca ZampieriEngineering Director US – Neural Concept
The Expert Summit for a Sustainable Future Mobility
Only together we can create a sustainable future mobility. CO2 reduction is critical for automotive drivetrain. Here the battery electric drive using renewable energy is the focus. What can we do to increase efficiency and reliability, reduce cost and at the same time reduce the upstream CO2?
At CTI SYMPOSIUM the automotive industry discusses the challenges it faces and promising strategies. Latest solutions in the fields of electric drives, power electronics, battery systems, e-machines as well as the manufacturing of these components and supply chain improvements are presented. For the bigger picture market and consumer research results as well as infrastructure related topics supplement the exchange of expertise.
CTI SYMPOSIA drive the progress in individual and commercial automotive transportation. Manufacturer, suppliers and institutions are showing how to master the demanding challenges.
450+ INTERNATIONAL DELEGATES, EXHIBITORS & SPEAKERS
Dr. Cao Yang, Engineering Executive, Company: JJE Technologies Co.,Ltd The range extender, as a critical enabler for new energy vehicles, has long been challenged by the inherent trade-off between compactness, noise, vibration, and harshness (NVH), and system cost. This article presents JJE’s Integrated Active Cancellation Range Extender Technology, a next-generation system that fundamentally redefines the […]
Dr. Cao Yang, Engineering Executive, Company: JJE Technologies Co.,Ltd
The range extender, as a critical enabler for new energy vehicles, has long been challenged by the inherent trade-off between compactness, noise, vibration, and harshness (NVH), and system cost. This article presents JJE’s Integrated Active Cancellation Range Extender Technology, a next-generation system that fundamentally redefines the mechanical and control architecture of hybrid power units.
The technology is built upon three core innovations:
direct-coupled, oil-cooled coaxial architecture that eliminates the flywheel and all torsional damping elements;
an active torsional vibration cancellation strategy that generates an opposing torque wave relative to the generator torque profile to neutralize engine vibration;
a novel method for determining engine crankshaft position using the motor resolver signal without additional sensors.
Together, these innovations enable a system in which speed fluctuation is reduced by over 50% and body vibration by more than 85%, while achieving unprecedented mechanical simplicity and robustness validated in full-scale mass production. This paper details the design philosophy, implementation, and performance validation of the JJE range extender, establishing it as a benchmark for future integrated hybrid powertrains.
Introduction
Conventional range extenders inherit the complex architecture of traditional internal combustion engines, including flywheels, torsional dampers, and numerous sensors and communication networks, to manage noise and vibration. These components add weight, cost, and packaging complexity, while noise and vibration still compromise passenger comfort when the engine switches between operating points.
Moreover, delays inherent in conventional speed sensors and communication buses limit the effectiveness of vibration cancellation strategies, preventing precise tracking of the generator’s vibration waveform. After more than a decade of development, JJE has overcome these limitations by introducing a fully integrated range extender—a step-change innovation. The concept combines deep mechanical integration with intelligent active control. The result is a system in which the engine crankshaft, generator rotor, and oil pump rotor are rigidly connected along a common axis, allowing the generator to act as an active actuator that cancels vibration at its source—the internal combustion engine.
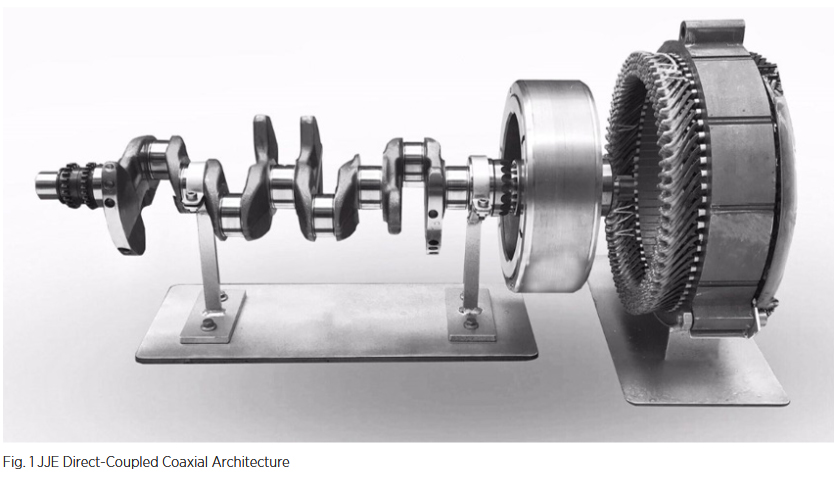
Direct-Coupled Coaxial Architecture
The first innovation is the system’s mechanical design: a rigid coaxial connection between the engine crankshaft, generator rotor, and oil pump rotor, without any flywheel or torsional damping elements (Fig. 1). In conventional designs, flywheels and torsional dampers are used to smooth engine torque before it reaches the generator. However, these components add rotational inertia, reduce dynamic response, increase axial length and system weight, and introduce wear-prone elements.
In JJE’s architecture, these components are intentionally eliminated. The crankshaft output flange is directly coupled to the motor shaft, with the oil pump rotor mounted at the rear. The entire rotating assembly behaves as a single rigid body with minimized moment of inertia. As a result, the system achieves a weight reduction of approximately 11 kg and a significant cost reduction. The removal of flywheel and damping elements introduces an NVH challenge: engine torque pulsations act directly on the generator rotor. This is addressed by the second innovation—the active control strategy.
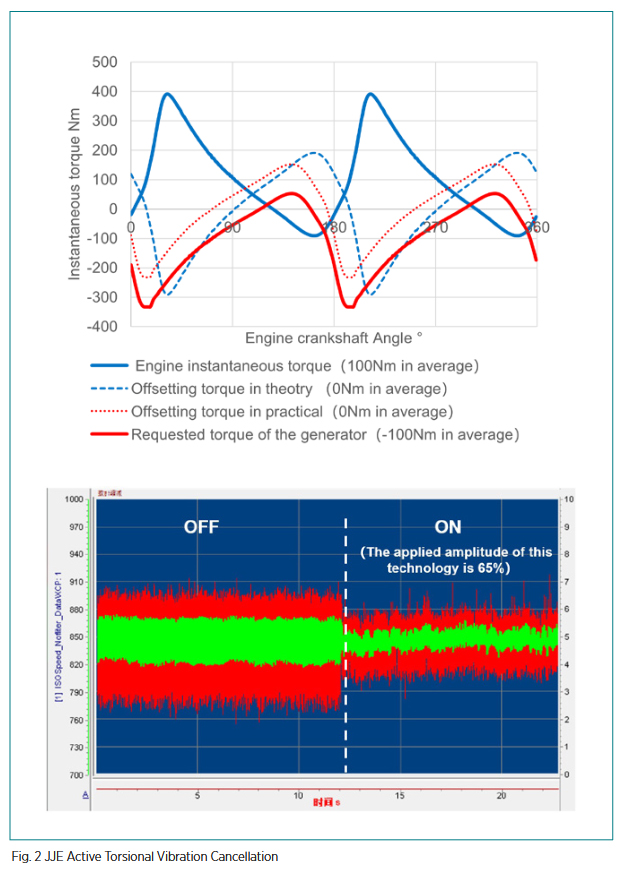
Active Torsional Vibration Cancellation (ATVC)
The rigid, low-inertia architecture is made feasible by the development of active torsional vibration cancellation (ATVC). The core concept is to treat the generator not only as an electrical load, but also as a torque actuator capable of producing a precisely controlled counteracting torque waveform.
JJE’s system implements an active control algorithm (Fig. 2). Using real-time crankshaft position data, the controller predicts the engine’s instantaneous torque contributions. Based on this prediction, an opposing torque waveform is synthesized and superimposed onto the generator output torque. This effectively creates a virtual torsional damper with zero mass and no mechanical wear.
The system reduces speed fluctuation by more than 50% compared to a passive damping solution. More importantly, vibration transmitted to the vehicle body is reduced by over 85%, delivering a substantial improvement in NVH performance.
Engine Crankshaft Position Detection via Motor Resolver
High-performance vibration cancellation depends on accurate, zerodelay measurement of crankshaft position. This innovation eliminates the need for conventional engine position sensors entirely. In JJE’s system, the motor rotor is rigidly coupled to the engine crankshaft, meaning both rotate at the same speed. The motor resolver inherently provides precise rotor angular position, which directly corresponds to the crankshaft position.
A dedicated method was developed to derive crankshaft position from the resolver’s raw sine and cosine signals at high refresh rates within the generator controller. During the first engine cycle after start-up, a calibration algorithm identifies piston positions by analyzing resolver signals in combination with the known engine firing order. Once synchronized, the resolver-derived angle is distributed within the controller with effectively zero delay, meeting the stringent requirements of the cancellation algorithm.
This approach eliminates the need for crankshaft position sensors, associated wiring, connectors, and signal conditioning circuits, improving system robustness while reducing cost and complexity. The solution has been fully validated in mass production.
System Integration and Production Validation
This system has been deployed in multiple mass-production vehicles, including the Beijing Auto BJ40E and BJ60E. Notably, the BJ40E has become one of the best-selling off-road SUVs in the Chinese market since its launch in April 2025.
Conclusions
JJE’s Integrated Active Cancellation Range Extender Technology represents a significant breakthrough in range extender design. By combining a directconnected architecture, active torsional vibration cancellation, and sensorless crankshaft position detection, JJE has created a system that is mechanically simpler, more compact, and substantially superior in NVH performance compared to conventional solutions.
With robustness proven in mass production, this integrated system is well positioned to enable the next generation of quiet, efficient, and cost-effective hybrid and range-extended vehicles.
Dr. Reik Laubenstein, Engineer, IAV Automotive Engineering Inc. Dr. Johannes Werfel, Team Manager, IAV GmbH Batteries are the core component of electrified vehicles. However, conventional approaches, that heavily rely on physical prototyping and extensive testing, are too slow and costly for the pace that is demanded by the market. IAV implemented virtualdriven processes with smart […]
Dr. Reik Laubenstein, Engineer, IAV Automotive Engineering Inc. Dr. Johannes Werfel, Team Manager, IAV GmbH
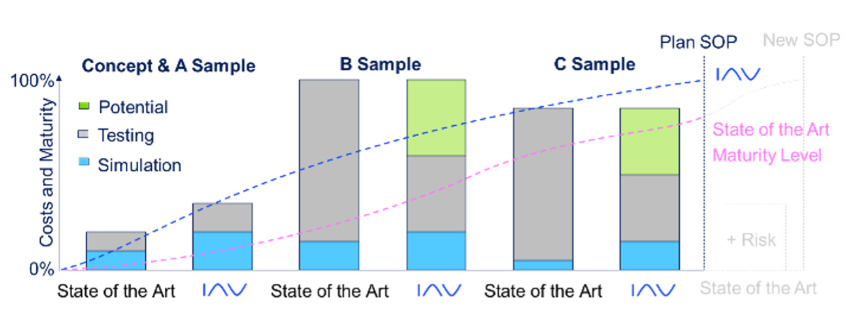
Batteries are the core component of electrified vehicles. However, conventional approaches, that heavily rely on physical prototyping and extensive testing, are too slow and costly for the pace that is demanded by the market. IAV implemented virtualdriven processes with smart testing achieving development time and cost reductions of up to 30 %.
Methodology
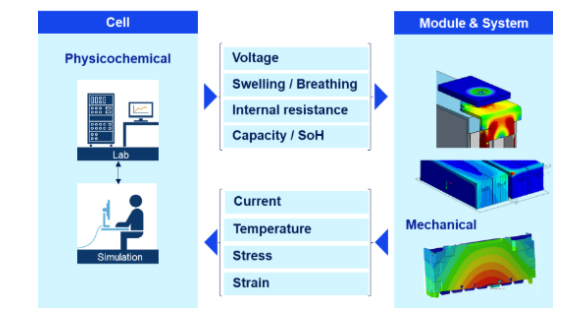
Often the development of EV batteries heavily relies on continuous and frequent hardware updates and extensive durability testing that proves challenging considering timelines and associated costs. Main obstacles are scarce component availability (e.g., cells) in early stages, and expensive & time-consuming testing loops. Shifting towards virtual development can mitigate these challenges, but these methods often fall short on capturing the complex interactions between the different domains (design, thermal management, function). However, IAV developed a project-proven methodology that focuses on early application of predictive component models, which can be coupled and used to predict the behavior of the higher-level system with complex interactions (e.g., module or pack, see Fig. 1) und thus, reduce expensive prototyping and testing during. The foundation of this “shift-left” approach are electro-physico-chemical models (EPCM) that describe the electrical, thermal and mechanical behavior of the cell. Due to the scarcity of physical cells at early stages of development, our internal tools and workflows enable deriving theoretical cell design parameters with minimal input to construct baseline cell models, that are continuously optimized with further progress. To further increase efficiency, we established a smart testing approach based on reinforcement learning to characterize cells in early stages, by utilizing neural networks to balance the testing effort and model accuracy. It has been shown that 60% of all relevant operational points can be sufficient to reach a comparable accuracy of a model that utilizes all measurement points of the measurement matrix. Once established, the EPCM can be seamlessly integrated into the aforementioned domains to enable further development and optimizations by the respective domain experts. This is realized via the versatile virtual battery testbench (VBT) framework developed by IAV and allows for model-in-the-loop (MiL) investigations in various other established toolchains, which are being utilized by various domain experts throughout the whole V-process (e.g., thermal management, BMS function development, exploration of mechanical constraints) and without requiring physical cell samples.
Figure 1
Application
A critical aspect in battery systems development is the ability to accurately understand and predict battery aging under realistic operating scenarios. In our approach the EPCMs are capturing structural changes on particle level (e.g., Li plating, SEI growth, particle cracking) in response to the change of the boundary conditions of the system via interaction through the VBT. This was applied in a representative project: failures in battery modules were detected at roughly half the targeted lifetime. A simulation-driven approach utilizing the cell model, completed within six weeks identified critical pressure accumulation caused by the interaction of cell aging, swelling, and module boundary conditions. Early virtual integration is estimated to have saved more than six months of testing and prototyping.
Philippe Pauchard, Application Engineer at DuPont (Switzerland) Christoph Berger, Application Development Manager, DuPont (Germany) Electric erosion in bearings Undesirable parasitic electrical currents in traction motors can pass through roller bearings and cause damage known as electrical erosion. This phenomenon is characterized by electrical discharges between the rolling elements and the bearing raceways, leading to the […]
Philippe Pauchard, Application Engineer at DuPont (Switzerland)
Christoph Berger, Application Development Manager, DuPont (Germany)
Electric erosion in bearings
Undesirable parasitic electrical currents in traction motors can pass through roller bearings and cause damage known as electrical erosion. This phenomenon is characterized by electrical discharges between the rolling elements and the bearing raceways, leading to the formation of spot welds at the contact surfaces. During operation, these spot welds repeatedly break apart, generating abrasive metal debris that accelerates wear and can result in premature bearing failure.
Electrical erosion can affect bearings in various types of electric motors, including AC, DC, servo, and stepper motors, and is most observed in
high-speed motors, electric vehicle regenerative braking systems, and motors controlled by variable frequency drives (VFDs). In severe cases,
electrical erosion can lead to premature motor failure, posing safety risks, increasing downtime, and resulting in significant repair and replacement costs.
Common solution
A common mechanical solution to prevent electrical erosion is the use of hybrid ball bearings with ceramic rolling elements. These bearings provide electrical insulation between the rotor and the housing, thereby eliminating the conductive path required for electrical discharge and subsequent erosion. However, it is important to note that hybrid ceramic ball bearings can be more expensive than standard steel bearings. For roller bearings, or for bearings designed to carry higher loads and therefore employing larger rolling elements, hybrid solutions are either significantly more costly or not commercially available.
A more economical approach is to electrically insulate standard steel bearings. Ceramic-coated bearings, typically using aluminum-oxide coatings applied to the inner or outer ring, effectively block DC and low-frequency stray currents. Coating thicknesses in the range of approximately 100–200 μm are commonly rated for 1–3 kV DC breakdown voltage. However, due to their capacitive behavior and limited mechanical robustness, such coatings may provide reduced protection against high-frequency electrical discharge in modern motors controlled by variable frequency drives (VFDs).
Insulating Sleeve Idea
To effectively protect against high-frequency electrical discharge and avoid capacitive effects, a thicker electrical insulation barrier is required.
Polymeric insulating sleeves, typically with thicknesses in the range of 1 to 2 mm, can be used for this purpose. The choice of polymer, however,
is constrained by its dimensional stability at the peak operating temperature of the application. For EV traction motors, peak temperatures typically specified by OEMs are around 150 °C. While many polymers do not melt until higher temperatures, they often exhibit a glass transition temperature below 150 °C, which compromises dimensional stability at elevated operating temperatures.
The use of glass-fiber reinforcement can help mitigate this effect and increase temperature capability; however, the presence of glass fibers may
introduce abrasive wear on metallic counter surfaces, such as aluminum housings. To address these limitations, a high-temperature polymer is required that maintains dimensional stability at elevated temperatures without the need for fiber reinforcement.
Vespel® polyimide: Balancing electrical insulation and dimensional stability
Vespel® S is a sintered polyimide that exhibits no observable glass transition temperature or melting point. Its exceptional high-temperature resistance allows it to be used as an insert in die-cast aluminum components. This unique property is particularly important for applications involving high mechanical loads and elevated temperatures, such as traction motors operating in critical drive modes or under malfunction conditions.
Vespel® polyimide insulating bearing sleeves can be used to electrically insulate the rotor from the housing, thereby suppressing discharge currents. They provide a versatile and cost-effective solution for mitigating electrical corrosion in electric motor bearings and can be installed during final assembly by press-fitting standard ball bearings. A Vespel® polyimide insulating layer with a thickness between 1 and 2 mm offers robust electrical insulation by significantly increasing electrical impedance. This effectively attenuates high-frequency currents traversing the bearing, thereby reducing the risk of electrical erosion. In addition, Vespel® polyimide exhibits mechanical damping properties that may help reduce noise, vibration, and harshness (NVH) in electric motor systems.
Manufacturing Vespel® bearing Sleeve
Vespel® polyimide components are manufactured using a powder-based direct forming process followed by high-temperature sintering. In this process, polyimide powder is compacted at room temperature into a green part, which is then sintered to produce a dense, non-meltable polyimide component. Unlike injection-molded parts, sintered components do not exhibit structural weaknesses such as weld lines or injection points. Depending on the final tolerances required for the assembly, the sintered parts can be machined using conventional metalworking equipment, including grinding operations, enabling the production of high-precision finished components.
Assembly of Vespel® sleeve onto the bearing
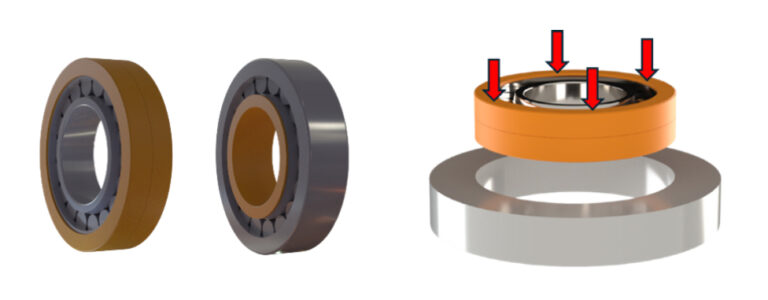
The Vespel® sleeves can be installed by press-fitting them onto either the rotor shaft or one of the bearing rings (Figure 1). In all configurations, standard steel ball bearings can be used in combination with the Vespel® sleeve, thereby eliminating the need for costly ceramic rolling elements such as those used in hybrid bearings.
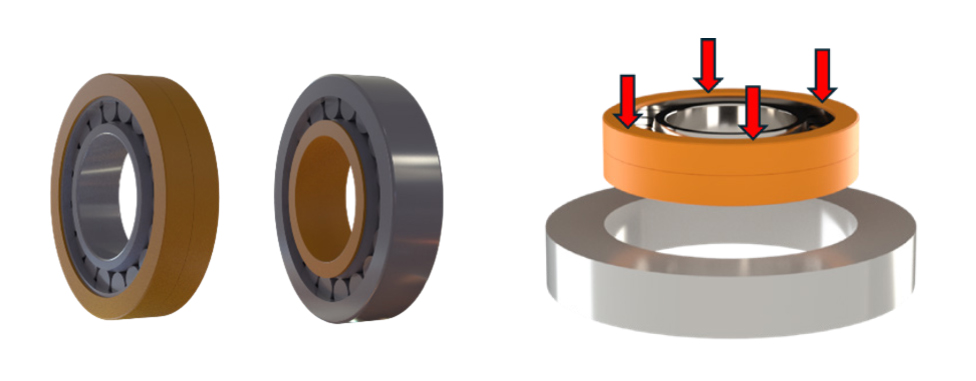
Figure 1: Vespel® bearing insulation sleeves can be installed on the outer diameter (left) or on the inner diameter of the bearing (right)
Figure 2: Assembly of bearing has been done on a 88 mm diameter roller bearing (NU209)
Assemble Bearing Equipped with Vespel® Sleeve
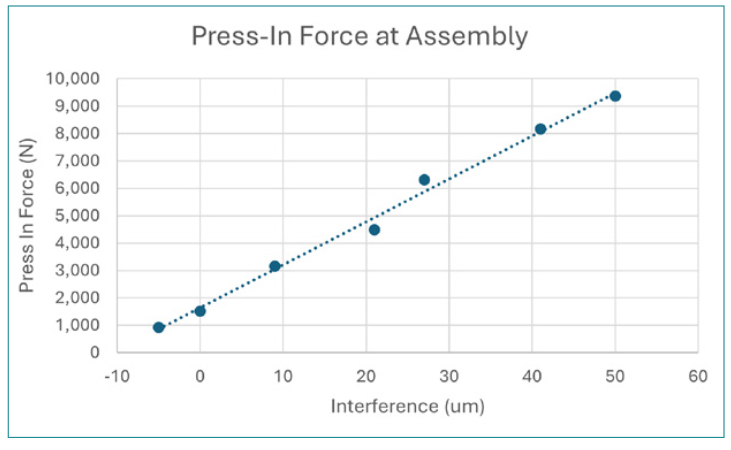
The assembly of bearings equipped with a Vespel® sleeve was evaluated by Durkopp, a manufacturer of roller bearings. In this study, Durkopp ground the outer diameter of several test bearings to achieve press-fit conditions ranging from +5 μm clearance to 50 μm interference. During assembly (Figure 2), the press-in force was measured using a load cell.
The maximum insertion force measured during assembly is shown in Figure 3 for various interferences. An assembly force of up to 9,300 N was recorded at the highest interference fit, with no observable damage to the Vespel® sleeve.
Figure 3: Maximum insertion force measured during assembly for various interference
Electrical Properties Comparison with Ceramic Bearing
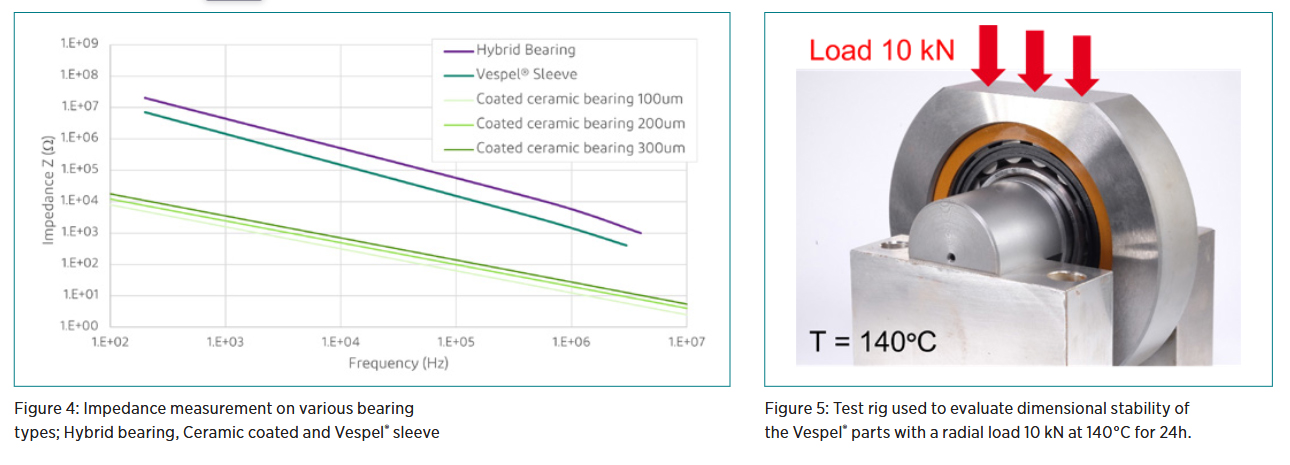
Various tests have been conducted to support the use of Vespel® sleeves in addressing electrical corrosion issues. The electrical impedance was measured by IMKT (Institut für Maschinenkonstruktion und Tribologie at Leibniz Universität Hannover). The results indicate that the electrical insulation performance of Vespel® SP-1, while slightly lower than that of hybrid bearings, remains within the same order of magnitude and is
significantly higher than that of ceramic-coated bearing solutions, even when compared with the thickest ceramic coating layer (Figure 4).
Static and Dynamic Load Testing
To demonstrate the mechanical resistance of the Vespel® sleeve, a test was conducted on an 88 mm-diameter roller bearing (NU209). A radial load of 10 kN, which is significant for a standard roller bearing, was applied for 24 hours at a temperature of 140 °C (Figure 5). The circularity
of the Vespel® sleeve outer diameter was measured before and after the test. The results indicate that the circularity increased only from 3.7 μm
to 5.2 μm, remaining well below the supplier’s specified limit of 9 μm for the bearing. These results demonstrate the excellent dimensional stability and mechanical resistance of Vespel® components under demanding operating conditions.
A similar test was conducted at a rotational speed of 3,000 rpm. In this case, the test was performed under a higher radial load of 25 kN, but at room temperature. The results indicate that the circularity increased only from 2.9 μm to 7.0 μm after the test, which remains below the supplier’s specified limit of 9 μm.
Summary
Electrical erosion is a major reliability concern in modern electric motors, particularly in high speed and VFD controlled applications where high frequency discharge currents accelerate bearing degradation. Conventional mitigation solutions such as hybrid ceramic bearings and ceramic coated bearings offer partial protection but are often constrained by high cost, limited availability, or reduced effectiveness under high frequency electrical stress.
The results presented in this study demonstrate that Vespel® polyimide insulating sleeves provide an effective and economical alternative for
electrically insulating standard rolling bearings. By introducing a thick polymeric insulation layer, Vespel® sleeves significantly increase electrical impedance, thereby attenuating high frequency discharge currents and reducing the risk of electrical erosion. Electrical testing confirms insulation performance comparable in magnitude to hybrid bearings and clearly superior to ceramic coated solutions.
Mechanical testing under representative load, speed, and temperature conditions further confirms the excellent dimensional stability and mechanical resistance of Vespel® sleeves. Their compatibility with standard bearings and conventional press fit assembly processes makes this solution particularly attractive for scalable industrial and automotive applications. Overall, Vespel® insulating sleeves offer a robust, versatile, and
cost-effective approach to improving bearing durability in electric motor systems.