DRIVING TOMORROW − POWERTRAIN & MOBILITY REDEFINED
International Congress, Expo and Ride & Drive
11 & 12 May 2027, Novi, MI, USA
Impressions 2026






Start-up Voices from CTI Symposium USA
What do start-ups say about their experience at CTI Symposium USA? In this short video, participating startups share their impressions from the event and explain what makes the symposium valuable to them.
CTI SYMPOSIUM USA IS THE KEY MEETING POINT FOR GLOBAL FORWARD THINKERS IN AUTOMOTIVE POWERTRAIN DEVELOPMENT – FROM PASSENGER CARS TO HEAVY-DUTY VEHICLES.
Plenary Speakers and Panelists 2026









The Expert Summit for a Sustainable Future Mobility
Only together we can create a sustainable future mobility. CO2 reduction is critical for automotive drivetrain. Here the battery electric drive using renewable energy is the focus. What can we do to increase efficiency and reliability, reduce cost and at the same time reduce the upstream CO2?
At CTI SYMPOSIUM the automotive industry discusses the challenges it faces and promising strategies. Latest solutions in the fields of electric drives, power electronics, battery systems, e-machines as well as the manufacturing of these components and supply chain improvements are presented. For the bigger picture market and consumer research results as well as infrastructure related topics supplement the exchange of expertise.
CTI SYMPOSIA drive the progress in individual and commercial automotive transportation. Manufacturer, suppliers and institutions are showing how to master the demanding challenges.

DISCUSSIONS
- OEM Panel: The New Automotive Landscape
- US Propulsion Strategy Post Regulation
- Supplier Panel: Managing Through The New Global Automotive Landscape
- Intelligent Propulsion: How AI is Impacting the Design and Development of Automotive Propulsion Systems
SPECIALS
- Accompanying Exhibition
- Ride & Drive: Enjoy a full-feature tech experience in series and demo vehicles
- Start-up Area
- Extensive networking opportunities
- Outstanding evening event
- NEW:
Pre-Workshop
Fundamentals and Best Practices of AI in the Powertrain and in Development
DEEP DIVE SESSIONS
- Passenger Cars and Commercial Vehicles Powertrains
- Hybrid and Electric Powertrains
- Electric Motors and Power Electronics
- Traction Batteries and Thermal Management
- Virtual Development Processes and Cost Reduction
- Markets, Policies and Supply Chains
- Active Chassis (NEW!)
- Advanced Analysis & Simulation
450+ INTERNATIONAL DELEGATES, EXHIBITORS & SPEAKERS
60+ EXECUTIVE VIEWS & PANELS + DEEP DIVE SESSIONS
35H+ CONTENT & NETWORKING
CTI RIDE & DRIVE
ACCOMPANYING EXHIBITION

CTI Symposium Germany
8 – 9 December 2026
Follow us on LinkedIn
Updates from cti-symposium.world
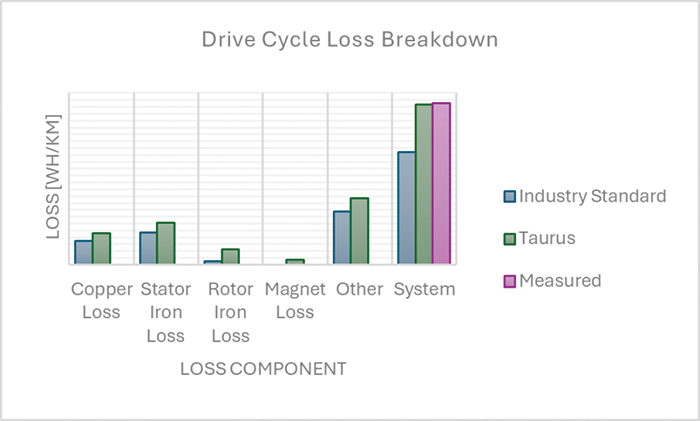
Taurus: a powerful mix of industry standard and lessons learned through experience
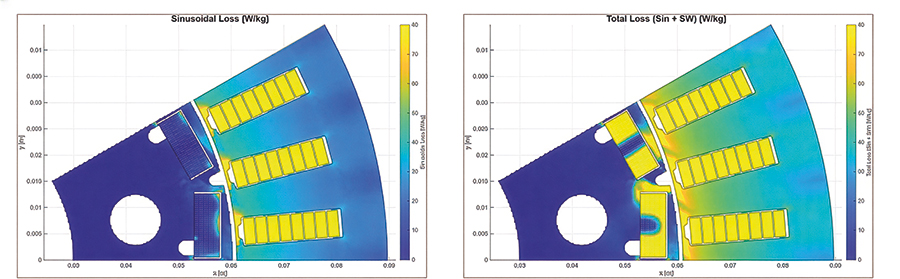
Automotive drivetrain engineers aim to perfect and refine electric drive lines to the point where they operate right at the edge of what is physically possible. This requires simulation models, to act as cost function in the design process or to train reduced order models. These latter models should incorporate all physical loss and performance […]
Continue reading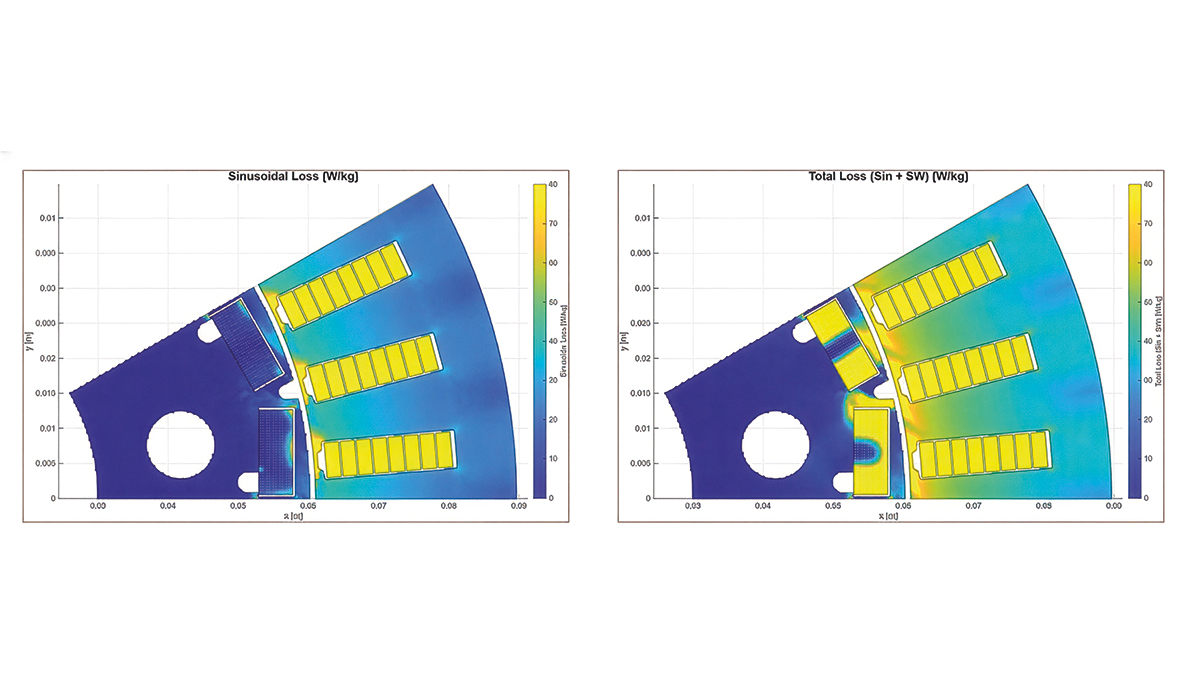

How deeptech is already revolutionising EV powertrain engineering
Simon Shepherd, Head of eDrive and Chief Product Officer, Monumo Deeptech is transforming EV powertrain engineering by introducing new levels of computational freedom, speed, and system integration, allowing companies to achieve levels of performance and cost reduction previously out of reach through existing methods.
Continue reading
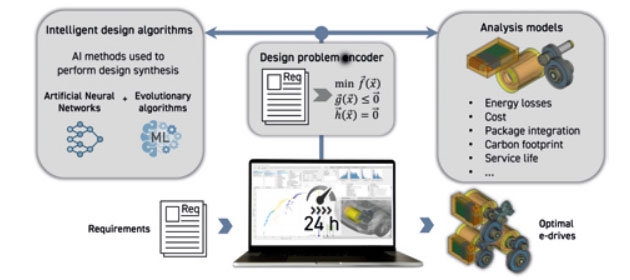
AI-Powered Engineering Software for Electric Drives: OPED
Boosting powertrain development with agility, fast time-to-market and optimal product-market fit Dr. Martin Hofstetter, Head of E-Mobility and Alternative Drivetrains Research Group, Graz University of Technology Dr. Dominik Lechleitner, Senior Researcher, Graz University of Technology Designing electric powertrains is challenging: engineers must quickly find competitive designs and optimize the system for multiple key performance indicators […]
Continue reading
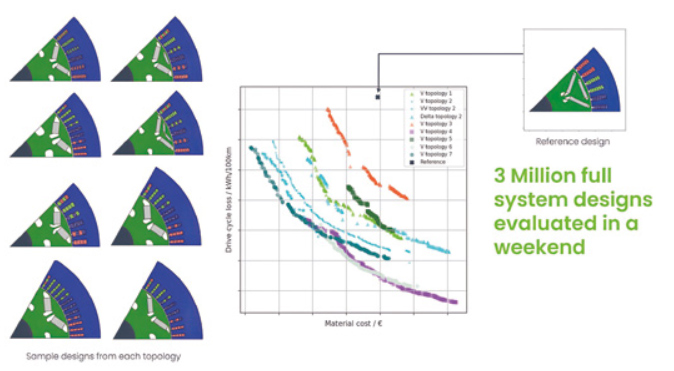
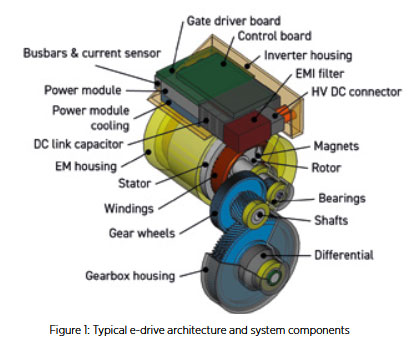 The development of electric drives (e-drives) is a highly complex and interdisciplinary process. Engineers must simultaneously design numerous electrical and mechanical subsystems (see Figure 1) that must optimally work together while meeting ambitious system targets for performance, efficiency, cost, and packaging. These objectives are often conflicting – improving one typically worsens another. Moreover, this highly challenging task must be solved under strong time pressure as it is critical for ambitious time-to-market goals. Therefore, engineering of electric drives demands digital tools capable of handling multi-criteria optimization and cross-domain interactions in an integrated way to quickly provide solid answers to complex questions.
The development of electric drives (e-drives) is a highly complex and interdisciplinary process. Engineers must simultaneously design numerous electrical and mechanical subsystems (see Figure 1) that must optimally work together while meeting ambitious system targets for performance, efficiency, cost, and packaging. These objectives are often conflicting – improving one typically worsens another. Moreover, this highly challenging task must be solved under strong time pressure as it is critical for ambitious time-to-market goals. Therefore, engineering of electric drives demands digital tools capable of handling multi-criteria optimization and cross-domain interactions in an integrated way to quickly provide solid answers to complex questions.