THE PREMIER INTERNATIONAL EVENT FOR THE FUTURE OF DRIVETRAINS AND MOBILITY
Decarbonisation, electrification, and digitalisation are transforming the mobility industry. But it’s not just technology that’s driving change – regulatory uncertainty, shifting policy frameworks, and geopolitical dynamics are redefining how we innovate, invest, and collaborate. Navigating this transformation requires open dialogue, cross-sector collaboration, and cutting-edge engineering. At the CTI Symposium Berlin, over 650 top-level experts and decision-makers from OEMs, Tier 1 suppliers, technology companies, research institutions, and government bodies come together to explore the latest developments in electrified drivetrains, hybrid solutions, energy systems, software integration, and mobility strategies.
Speakers 2025
Dr Norbert AltCOO & Executive Vice President – FEV
Dr Nikolai ArdeyExecutive Director Volkswagen Group Innovation – Volkswagen
Vardaan BhatiaHead of Product Management – Powertrain – Rimac Technology
Tim D’HerdeHead of Powertrain – Toyota Motor Europe
Dr Tobias GiebelHead of Power House – Volkswagen Group (China) Technology
Prof. Dr Klaus HöschlerChair Holder Aero-Engine Design, Scientific Director Chesco – Brandenburgische Technische Universität Cottbus-Senftenberg
The CTI Symposium is neutral, international, and insight-driven. It is not guided by any corporate or political agenda – but by the shared commitment to innovation, technical excellence, and open exchange across the global powertrain community. This is where strategy meets technology, and where today’s challenges turn into tomorrow’s solutions. Be part of the dialogue. Make connections. Lead the change.
Strategies and technologies for carbon-free mobility
The automotive industry is transforming rapidly towards zero-emissions mobility.
While net zero emissions can be achieved with different drive systems and primary energy carriers, all solutions have one thing in common: CO2-neutral mobility based on renewable energy sources.
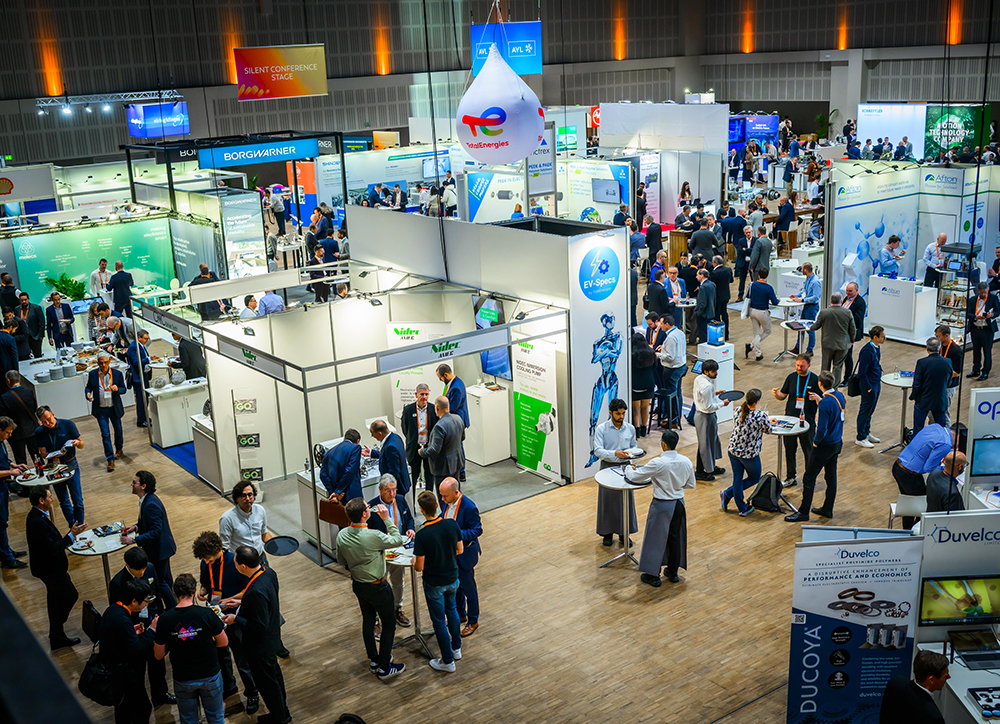
The International CTI SYMPOSIUM and its flanking specialist exhibition is THE industry event in Europe dedicated to sustainable automotive powertrain technologies for passenger cars and commercial vehicles. The event brings together automotive decision makers and industry experts discussing latest strategies, technologies, innovations and the automotive powertrain as part of the greater energy transition!
Kazuyoshi Hiraiwa, President, FINEMECH Shinji Morihiro, Representative, M Powerlabo Background of the proposal In recent years, the problem of BEV has become apparent, and the value of HEVs has been reevaluated. Under these circumstances, we would like to propose a next-generation HEV system. Purpose of the proposal This proposal is based on the THS (Toyota […]
Kazuyoshi Hiraiwa, President, FINEMECH Shinji Morihiro, Representative, M Powerlabo
Background of the proposal
In recent years, the problem of BEV has become apparent, and the value of HEVs has been reevaluated. Under these circumstances, we would like to propose a next-generation HEV system.
Purpose of the proposal
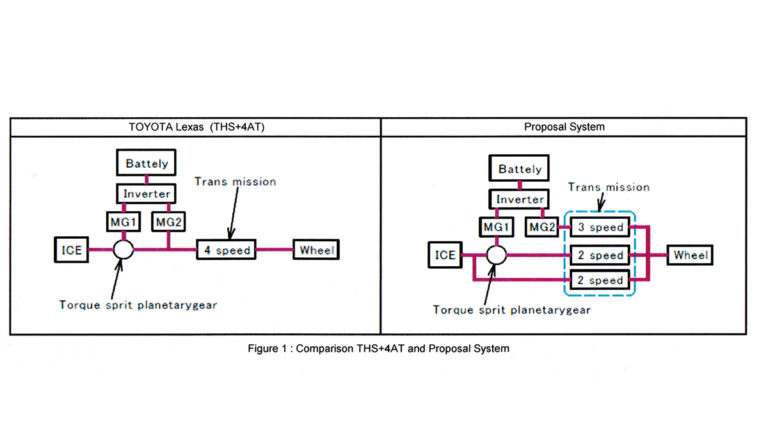
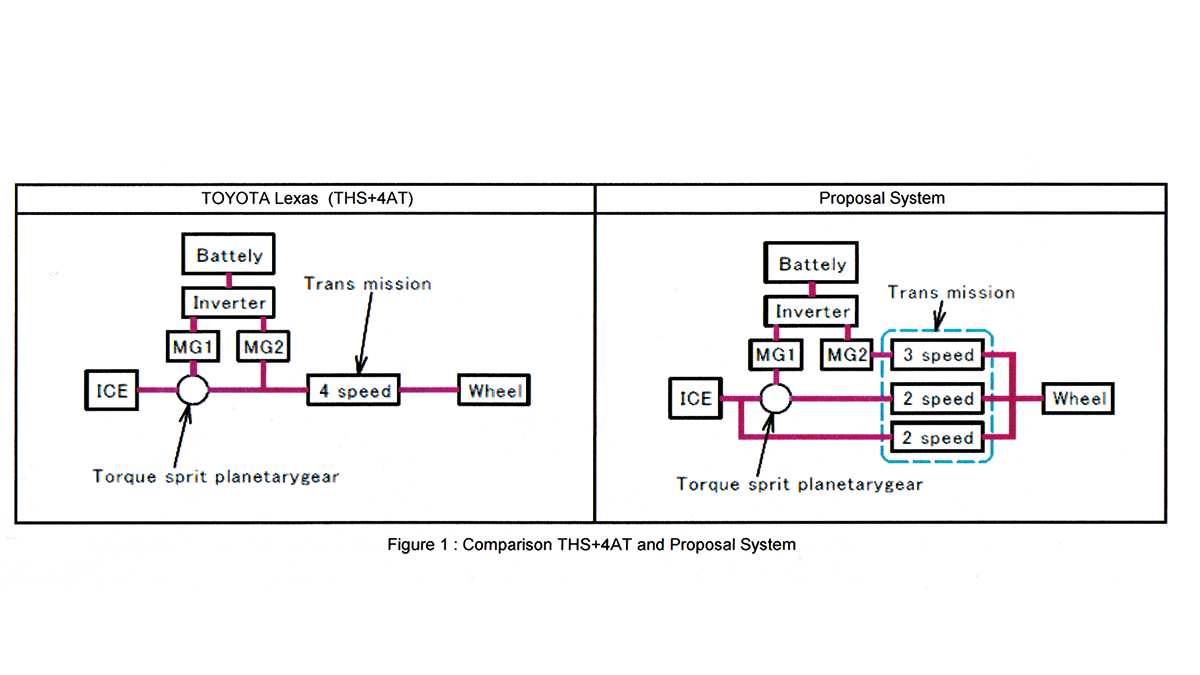
This proposal is based on the THS (Toyota Hybrid System). This is because the THS is superior to the series model in terms of power transmission efficiency as an E-CVT. The THS used in the Prius is simple system but it is generally said to have problems with starting acceleration performance and high-speed fuel economy. Looking at the specifications of the Prius, in order to ensure starting acceleration performance, the capacity of the MG2 (Motor Generator 2) for driving in recent models is larger than that of the initial model. However, the increased capacity of the MG2 makes to a deterioration in high-speed fuel economy. On the other hand, Toyota has added a four-speed automatic transmission planetary gear mechanism to the THS for LEXUS to improve both fuel efficiency and acceleration performance. However, this can only be applied to FR cars due to the axle length.
This proposal aims to improve fuel efficiency and acceleration performance by applying a dog-clutch parallel-shaft transmission mechanism to the THS, while also realizing a configuration that can be installed in FF vehicles. (see Figure 1)
Proposal Overview
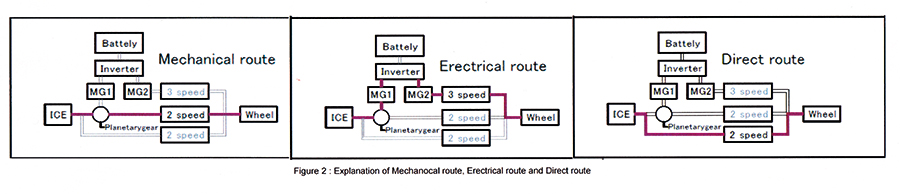
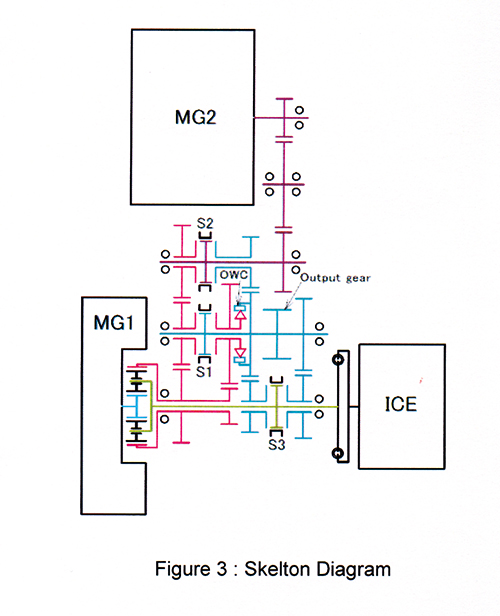
The power transmission route between the ring gear and the output shaft of the planetary gear for torque division is the „mechanical route“ (M route), and the route that transmits power from the sun gear to the output shaft via MG1 and MG2 is the „electric route (E route)”. If the route between the input shaft and the output shaft is a „direct connection route (D route)”, a dog clutch type transmission mechanism is provided for each route (see Fig. 2). That is, there are only three sleeves. Normally, both the M route and the E route are transmitted as an E-CVT, but when switching from H-1 to H-4, which will be described later, the gear is shifted through the D route to avoid loss of output shaft torque when driving on one route while driving on the other route, and when shifting under high load.
MG capacity (at ICE power 1) is assumed as follows: This takes into account that if the input shaft is fixed and used as a PHEV, the driving force equivalent to that of an ICE can be obtained. Also, the specs of the early PRIUS were almost this ratio.
MG1 0.4
MG2 0.6
Basic rule of Sleeve switching (Dog clutch)
Torque is set to 0 and the engagement is related, and the engagement is carried out with a speed difference of 50rpm or less.
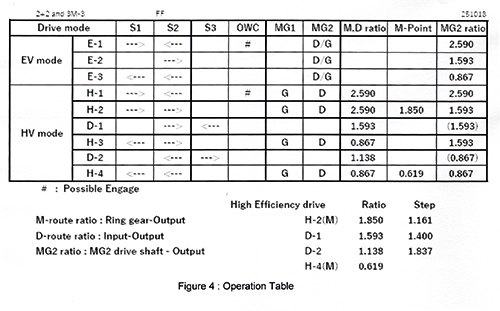
Operation
First, we will explain the shifting operation of the E-CVT in HV mode. If the sleeves are S1, S2, and S3, then the H-1 is a combination of the M route (S1) and the E route (S2) with Lm and Le. Switching from H-1 to H-2 is done as follows: When driving on Lm on the M route, the MG2 torque is reduced to zero at the mechanical point (when MG1 stops), making it easier to switch the E route from Le to Me, and the output torque can be shifted without change. That is, the switching from H-1 to H-2 is carried out with gear ratios near the mechanical point of H-1.
Also, switching between H-2 and H-3 is done through the D-route Ld (D-1). In other words, if the gear ratio is equal to the value of Ld while driving in H-2, the speed of the S3 and the opponent’s gear matches, so it is easy to shift S3 and switch to D-1 at this point. S1 and S2 can be freely operated while driving in D-1, so if you revive the power generation of MG1 and the drive of MG2 by connecting H-3 in the operation chart, it will switch to H-3. This can also be done without any change in output torque.
Similarly, it is easy to switch from H-2 to H-4 via D-3. You can switch in the same way in these reverse orders.
In addition, the above switching is done with a fixed gear ratio, but especially in low to medium load driving, it is possible to switch without the drive of the D-route in any gear ratio. This means that you can drive on one route, M route and E route, while switching between the other. In this way, in low- to mediumload driving, it is possible to switch between any gear ratio without little change in output torque.
Kickdown
If you press the throttle pedal sharply while cruising on the H-3, follow these steps:
When the ICE power is increased and the gear ratio is equal to the value of D-1, switch S3 to Ld (D-1) and operate S1 and S2 to switch to the desired drive mode while driving with D-1.
If you press the throttle pedal sharply while cruising on the H-4, follow these steps:
When the ICE power is increased and the gear ratio is equal to the value of D-2, switch the S3 to Hd (D-2), and operate the S1 and S2 to switch to the desired drive mode while driving with D-2.
Of course, if the amount of throttle pedal depression is not very large, you can switch at any gear ratio by switching while driving on either the M route or the E route mentioned above.
MG1 & MG2 Stops
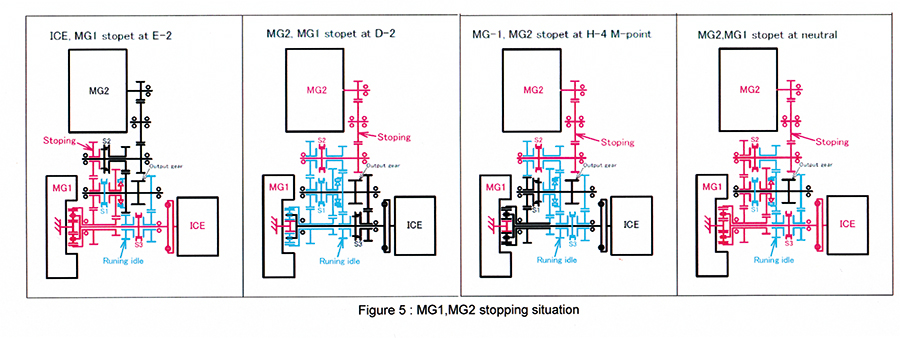
It is widely known that power loss due to dragging torque of MG1 and MG2 occurs when the ICE stops at medium or high speeds, or when MG2 is driven at low load at high speeds. The system allows MG1 and MG2 to be stopped as needed. (See Figure 5)
This means that if the ICE stops while driving at medium to high speeds, you can stop MG1 by putting S1 in neutral. If you want to revive the connection of MG1, rotate MG1 to synchronize and shift S1 again. In addition, the gear ratio near the mechanical point of the H-4 and the low-load high-speed driving on the D-1 and D-2 can keep the MG2 at a standstill if the S2 is neutral. This avoids loss of drag torque and improves fuel economy.
Application to PHEV
As is well known, PHEV is established by increasing the battery capacity and providing a means to fix the input axis, allowing MG1 to participate in driving in addition to MG2 in EV mode. In this case, by driving one of the M routes and the E route while switching between the other using the same method as above, you can switch between EV mode while preventing loss of output torque. This means that it is possible to smoothly switch between the MG2’s three-stage drive and the MG1’s two-stage drive without losing drive torque. Of course, this is when switching, not to mention that after the switch is complete, you can drive both MG2 and MG1, or even one of them. It can also be driven by stopping one side, allowing for a variety of drives.
Advantages of this system
The multi-stage THS reduces the capacity of the MG2 while ensuring acceleration performance in the low speed range and driving torque during reverse driving.
In HV mode, the drive mode can be switched without changing the output torque. Moreover, in medium and low load driving, it can be switched with any gear ratio.
No oil pump or friction clutch required.
MG2 and MG1 can be stopped when it is not needed.
By reducing the size and stopping of the MG2, fuel efficiency can be improved by about 6 ~ 8 % during high-speed cruising.
When applied to a PHEV, it makes EV mode driving in multiple modes to achieve smooth shifting.
While having the above functions, it fits into a size that can be installed on an FF car.
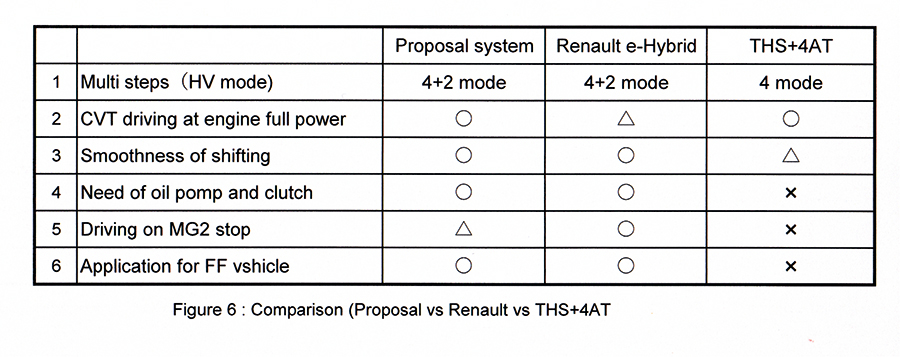
When compared to the THS+4AT and Renault systems, we can see that this system has many advantages. (See Figure 6).
References
TOYOTA Hybrid System, Development of Multi Stage Hybrid Transmission , K. Okuda, Y. Yasuda, M. Adachi, A. Tabata, H., Suzuki, K. Takagi(Toyota), T. Atarashi, R. Horie (Aisin AW), 2017 SAE World Congress, No.2017-01-1156 (2017/4/4-6)
Renault HEV System, The new DHT from Alliance Renault/Nissan, Antoine Vignon (Renault FRANCE), CTI Symposium 2017 Berlin
Dr-Ing. Philippe Farah, CEO – Founder YEESMA SARL Dr-Ing. Shafigh Nategh, CTO – Founder, YEESMA SARL Yu-Chi Tsai, Business Development & Marketing, YEESMA SARL Electrically Excited Synchronous Machines (EESM) is one of the strong candidates to solve the supply chain risks, costs and sustainability issues due to the Rare-Earth magnets presently used in almost 90 […]
Dr-Ing. Philippe Farah, CEO – Founder YEESMA SARL Dr-Ing. Shafigh Nategh, CTO – Founder, YEESMA SARL Yu-Chi Tsai, Business Development & Marketing, YEESMA SARL
Electrically Excited Synchronous Machines (EESM) is one of the strong candidates to solve the supply chain risks, costs and sustainability issues due to the Rare-Earth magnets presently used in almost 90 % of the Traction Motors. However, for long, EESM presented lower Performances, especially in terms of Torque density: approximately 10 to 20 % bigger volume required combined with Lower Efficiency (down to 3 %) compared to Radial Flux Interior Permanent Magnets Solutions considered as today’s Benchmark.
Introduction and Objectives:
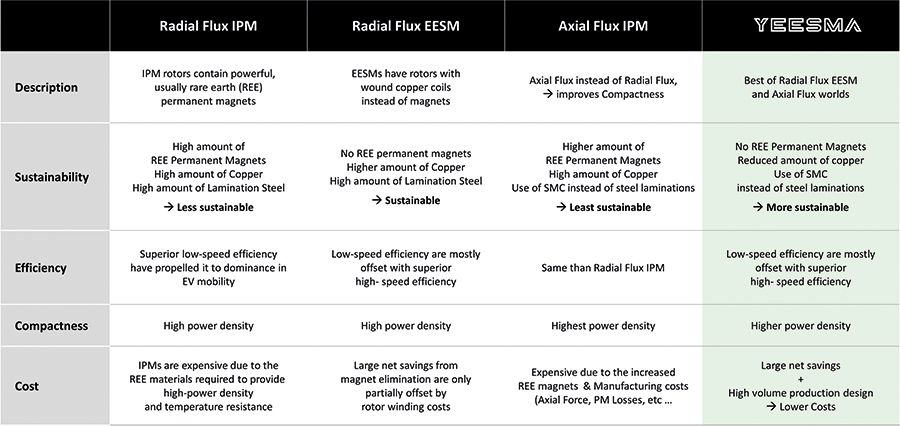
YEESMA combined 2 major concepts into what’s called YEESMA that stands for Yokeless (Yoked) Electrically Excited Synchronous Machines. This Proprietary solution consists of an Axial Flux AND Electrically Excited Topology. Preferred topology is a Dual Rotor, Single Stator that helps solving the Packaging and Performances challenges: up to 20 % Torque volumetric density, with more than 60 % Bill Of Material (BOM) cost reduction AND 60 % Higher Sustainability Index.
Figure 1: Topologies Comparison
Inverter Phase current is also significantly reduced thank to a Unity Power Factor and participates to the 60 % Cost reduction mentioned above.
YEESMA Technology
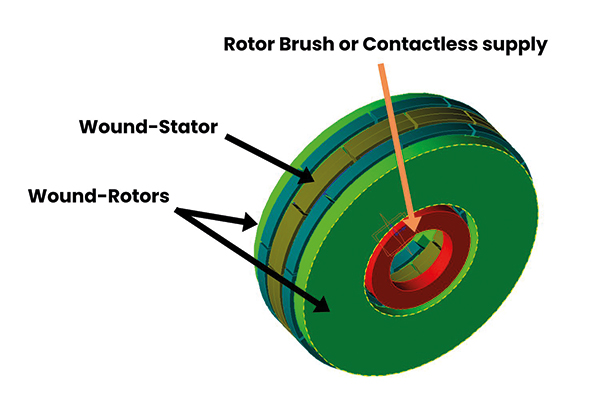
YEESMA solution is an Axial Flux based topology. Preferred solution is typical Single Wound-Stator sandwiched between 2 Wound-Field Rotors. Note that intrinsic to Axial Flux, inner diameter areas being “empty”, YEESMA can incorporate there both Position Sensor and Rotor Power Supply (being Brush type, or Brushless Inductive Transformer).
Figure 2: YEESMA Technology
Development Methodology
YEESMA developed their own FEA & Optimization models to reduce development time while still keeping “Digital-Twin” approach: Define at best all requirements’ details, from Performances outputs through Environment Specifications, like e.g. Air Cooling requirements for a 2-Wheelers or Oil-cooling specifications for a Truck Application. Our Approach heavily relies on conducting thorough Simulation Analysis before building Hardware parts. Such optimization process through a 3D-FEA Electromagnetic analysis is shown hereafter:
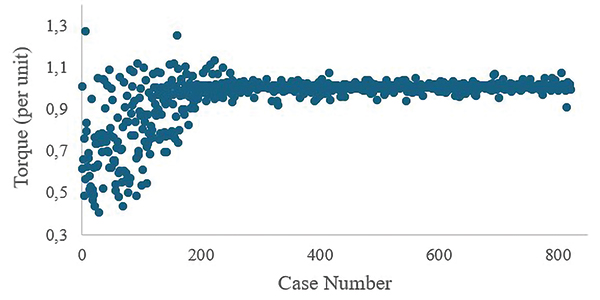
Figure 3: Optimization Process
The genetic algorithm progressively concentrates the population of candidate designs in the performance-optimal region of the search space.
Case Studies Results
Several Case Studies were conducted following same “Digital Twin” process. For simplicity and confidentiality reasons, only 4 cases studies are presented here.
For each case, we used CO2 footprint as a Sustainably Quantifier. This is done through summing up for each design material amount (active parts only), mostly Steel, Copper or Aluminum, and rare-earth permanent magnets for Benchmarks solutions.
Figure 4: YEESMA Case Studies Results
Proof Of Concept Experimental Results
To further validate all our design tools, YEESMA designed, built and tested its own Proof Of Concept Hardware [1] – [2]. This has been done through the Department of Engineering “Enzo Ferrari”, University of Modena and Reggio Emilia (Italy).
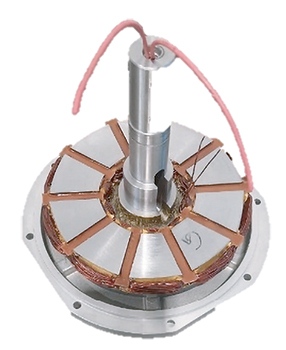
Picture hereafter shows (manually) wound rotor.
Figure 5: YEESMA Wound-Rotor
Whole tests were conducted on a dynamometer setup, with an external drive capable to provide both Stator Armature AC currents and Rotor field DC current.
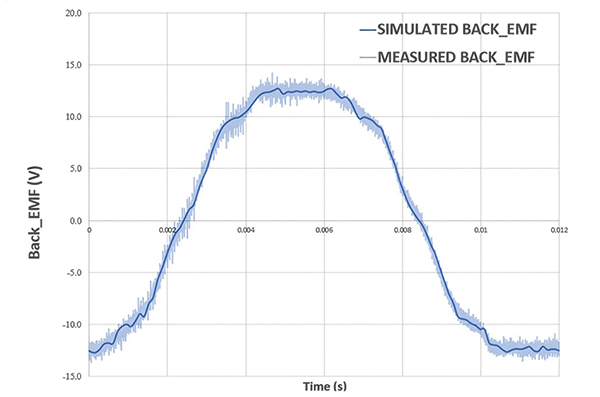
Thorough analysis was done at first at no-load comparing theoretical BACK-EMF and measured voltages at various excitations levels. Exceptional confirmation was obtained through the whole excitation current range. Figure below measured data at 2000 rpm and 6.0A (considered as nominal excitation current)
Figure 6: Comparison between Measured and Simulated Back-EMF
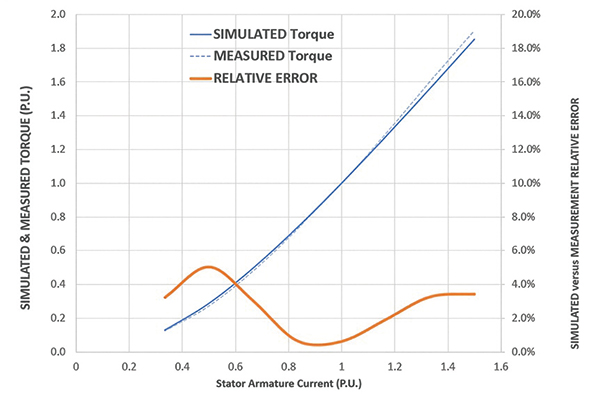
Load-tests focused first in the Continuous Torque/Speed area and shows as well very good fit between FEA Simulation and Experimental Results. Less than 5 % difference can be reported up to 1.6 times Maximum Continuous Torque
Figure 7: Comparison between Measured and Simulated Torque
Conclusion
This study has presented the Yokeless Electrically Excited Synchronous Machine (YEESMA) as a viable, high-performance, and sustainable alternative to conventional rare-earth permanent magnet machines. By eliminating the need for rare-earth materials and transitioning from a radial flux to an axial flux configuration, the YEESMA topology achieves significant reductions in copper usage, weight, and raw material demand, while maintaining competitive torque and power density. In addition, the proposed design achieved close to unity-power factor, it significantly reduces Inverter current demands and participates to the Overall Cost reduction.
Further development work will focus on the Manufacturing axis with Production-intend designs developed with an Industrial Partner.
References
[1] V. Mangeruga, A. Piergiacomi, S. Nategh, P. Farah and S. Nuzzo, „Structural Investigations on Yokeless Electrically-Excited Segmented Armature Axial Flux Motor,“ 2025 IEEE Workshop on Electrical Machines Design, Control and Diagnosis
(WEMDCD), Valletta, Malta, 2025, pp. 1 – 6
[2] Design Optimization and Experimental Validation of an Innovative and Sustainable Electric Machine Topology,“ in IEEE Transactions on Transportation Electrification, Oct. 2025. (Submitted)
Dr Agnes Ragondet, Group Sustainability Director, Hewland/Hero Motors. This paper presents a sustainability-driven manufacturing initiative that leverages a UK-based pilot facility to develop, test, and optimise sustainable technologies in gear manufacturing with the objective to enable scalable implementation in Indian high-volume production facilities.
Dr Agnes Ragondet, Group Sustainability Director, Hewland/Hero Motors.
This paper presents a sustainability-driven manufacturing initiative that leverages a UK-based pilot facility to develop, test, and optimise sustainable technologies in gear manufacturing with the objective to enable scalable implementation in Indian high-volume production facilities.
UK gear manufacturing market benefits from a strong industrial heritage and highly skilled workforce [1]. A focus on high quality products and high end applications are key drivers of the UK sector [2].
The UK gear manufacturing market is part of a broader £1.3bn bearing and gear manufacturing industry. The precision gearbox market itself generated $30.3 million in 2023 and is projected to grow at 3.4 % CAGR through 2030 [3].
However, high operational costs, wastes, labour expenses and pressure from raw material price inflation limits the overall advantages of UK manufacturing [4, 5, 6].
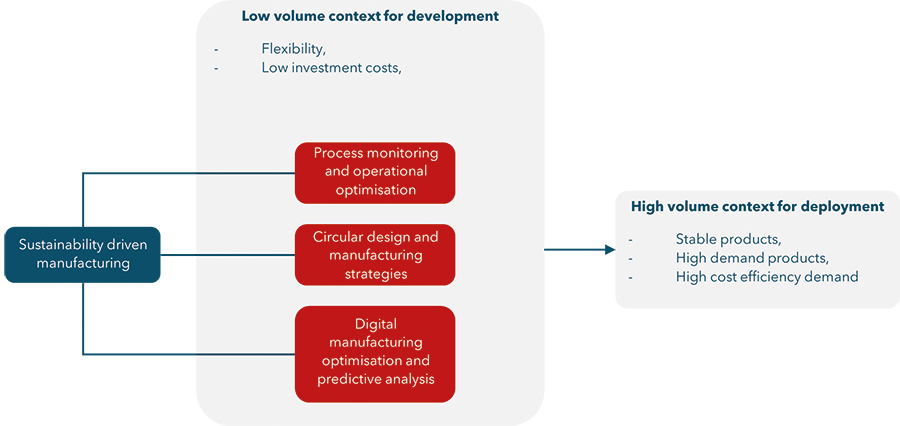
Figure 1. The drivers of sustainable manufacturing
In addition, the nature of low volume and custom-designed market leads to higher operational costs, highlighting the demand for greater efficiency and optimisation in both design & manufacturing processes.
The global gear manufacturing market is projected to increase by USD 137.8 billion at 8.1 % CAGR over the 2024 – 2029 period [7]. The market growth is fuelled notably by industrial expansion and increasing demand for high-Performance transmission solutions across various sectors [8].
In India, price competitiveness is a major challenge for gear manufacturing, due to strong competition from low-cost producers abroad. Balancing competitive pricing with quality and profitability in highvolume production remains an ongoing challenge [9].
This paper demonstrates how a sustainability-driven approach to gear manufacturing can address these challenges and enhance efficiency using IoT and smart manufacturing technologies.
The initiative illustrates how implementing these practices within a controlled, low-volume manufacturing environment in the UK can facilitate the technology transfer to high-volume gear manufacturing industry in India.
Process monitoring and operational optimisation
Gear manufacturing is an energy-intensive process that generates significant amount of bi-product material waste.
On average at Hewland, a low volume manufacturing organisation, energy costs associated with gear and transmission production can account for up to 65 % of total factory energy costs, which includes heat treatment capability, while 40 % of the raw materials used in machining operations are lost as waste. In general, manufacturing sector is energy intensive and can consume up to 20 – 25 % of world’s total energy [10].
Additionally, frequent tooling changes, small batch sizes, and customized new designs greatly affect operational efficiency, with up to 35 % of cycle time attributed to indirect production activities such as tooling setup, programming adjustments, and part inspections.
Finally, historical operational standards can lead to a significant increase in downtime, accounting for up to 50 % of an asset’s total energy usage.
All these factors together contribute to a significant increase in the product’s carbon footprint. Figure 1 shows the drivers of sustainable manufacturing study.
Firstly, the case study involved integrating IoT and smart factory tools into each individual manufacturing asset to monitor and analyse productivity and efficiency through energy data combined with manufacturing operation management data.
It involved a physical energy monitoring and data collection device paired with a custom-developed intelligent tool for data processing and analysis.
The combined analysis of energy consumption data and manufacturing operations management software offered valuable insights into operational efficiency, revealing opportunities for both energy savings and performance improvement.
First key outcomes included:
20 % average asset downtime reduction
260,000 kWh reduction (16 % of annual consumption)
52tCO2e reduction
Greater process standardisation
Optimised operational cost prediction
The in-house developed smart factory tool delivered precise data on the status of each manufacturing operation, enabling its use as a powerful digital twin to correlate asset and operational costs, and facilitating easy transfer to high-volume manufacturing cost predictions.
Circular manufacturing strategies
The next phase of the study focused on exploring circularity opportunities in manufacturing. Given the large volume of swarf waste generated during operations, it was crucial to identify ways to minimize waste while creating opportunities for material reuse.
The case study focused on components requiring a central hole to be machined in the steel bar. Two turning operation methods were assessed:
A conventional process where the entire hole was produced by cutting through the material, converting all removed material into swarf.
A more sustainable process using an optimised tool path that cut around the hole’s perimeter, enabling the recovery of a solid steel piece that could be reused to manufacture another component.
The study revealed that cycle times could be reduced by 60 % to 90 %, depending on the hole size, cutting energy cost per operation by similar proportions, while waste generated per part decreased by up to 60 %.
Such simple but yet effective approach enables substantial material savings, particularly in high volume production. For instance, machining a 400cm3 piece of steel using the perimeter tool path would save 15tons of steel and 29tCO2e in a 5,000-part batch, allowing the recovered material to be reused for producing other components.
Sustainable design optimisation
The final phase of the study focussed on sustainable design opportunities, examining how design choices impact overall manufacturing costs, cycle times, material usage and product carbon footprint.
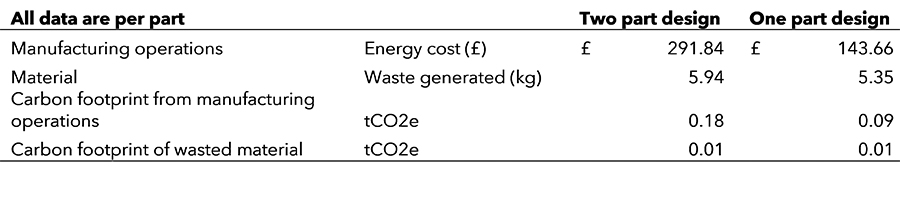
The component selected was a shaft with a primary wheel, originally manufactured as two separate parts welded together. This two-part design was compared with a redesigned single-part solution.
As shown in Table 1 the single-part design solution achieved a 51 % reduction in energy consumption, in-house cycle time and CO2e emissions, while material wastage during production decreased by 11 %.
Note: the overall cycle time and cost of the two-part solution was greatly increased due to an additional welding operation that also sub-contracted.
The single-part design solution needed revision to account for a greater gap between the gears to allow for grinding operation. Although this process would not be necessary for motorsport application, it is essential for EV application in order to reach NVH requirements. High volume machining operations such as power skiving and gear honing are also considered to reduce the gap to a minimum while the choice of gear type, spur vs helical, can also impact the required distance between the gears.
Table 1. Comparison of energy cost, material wastage and carbon footprint between 1 part and 2 part design solutions
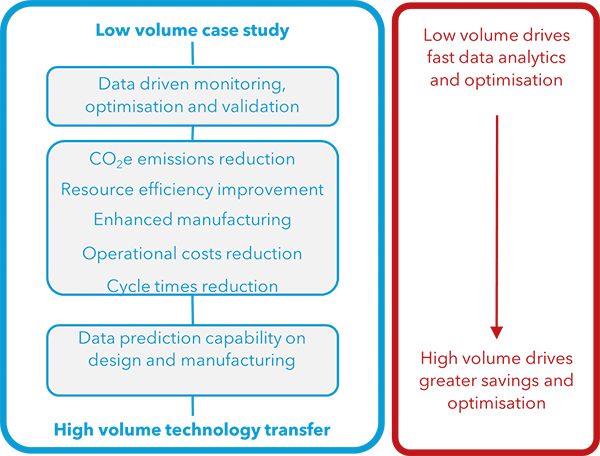
Overall, this case study demonstrates various opportunities for a more efficient and sustainable gear manufacturing approach that can be easily transferred from low volume to high volume manufacturing context as summarised in Figure 2. While low volume context allows for quick and flexible development, the high volume implementation allows for greater savings and optimisation benefits.
Manufacturing and design decisions can be influenced by a sustainability approach to be more energy efficient, more cost effective and generating a lower carbon footprint of the product.
Figure 2. Process and benefits of low volume case study to high volume technology transfer
References
[1] The cost-benefit of manufacturing in the UK
[2] UK automotive manufacturing: facing up to the challenges of the future
[3] UK Precision Gearbox Market Size & Outlook, 2030
[4] https://www.manufacturingmanagement.co.uk/content/news/uk-manufacturing-challenges-make-uk-survey-findings
[5] https://www.cbi.org.uk/media-centre/articles/uk-manufacturing-struggles-to-regain-momentum-as-cost-pressures-mountand-orders-remain-weak-cbi-industrial-trends-survey-july-2025
[6] https://www.expressandstar.com/news/business/business-picks/2023/09/19/supply-raw-materials-and-import-costs-top-ukmanufacturing-concerns
[7] https://www.technavio.com/report/gear-manufacturing-market-industry-analysis#:~:text=Gear%20Manufacturing%20Market%20Size%202025,in%20this%20evolving%20market%20landscape.
[8] https://www.prnewswire.co.uk/news-releases/industrial-gearbox-market-to-reach-usd-37-1-billion-by-2029–key-trends-growth-drivers—valuates-reports-302394728.html#:~:text=Major%20Factors%20Driving%20the%20Growth,strong%20emphasis%20on%20energy%20efficiency.
[9] https://www.imarcgroup.com/india-gear-market
[10] https://zipdo.co/sustainability-in-the-manufacturing-industry-statistics/