Powder metal technology is well known for products used in the automotive industry. With the shift to electric powertrains, key requirements such as component strength had to be adapted. This has been successfully achieved by developing and implementing new innovative processes to withstand the loads required in electric axles. Powder metal parts such as planetary gears or disconnect systems can even combine these properties with a significantly lower product carbon footprint compared to conventional steel.
The disconnect system
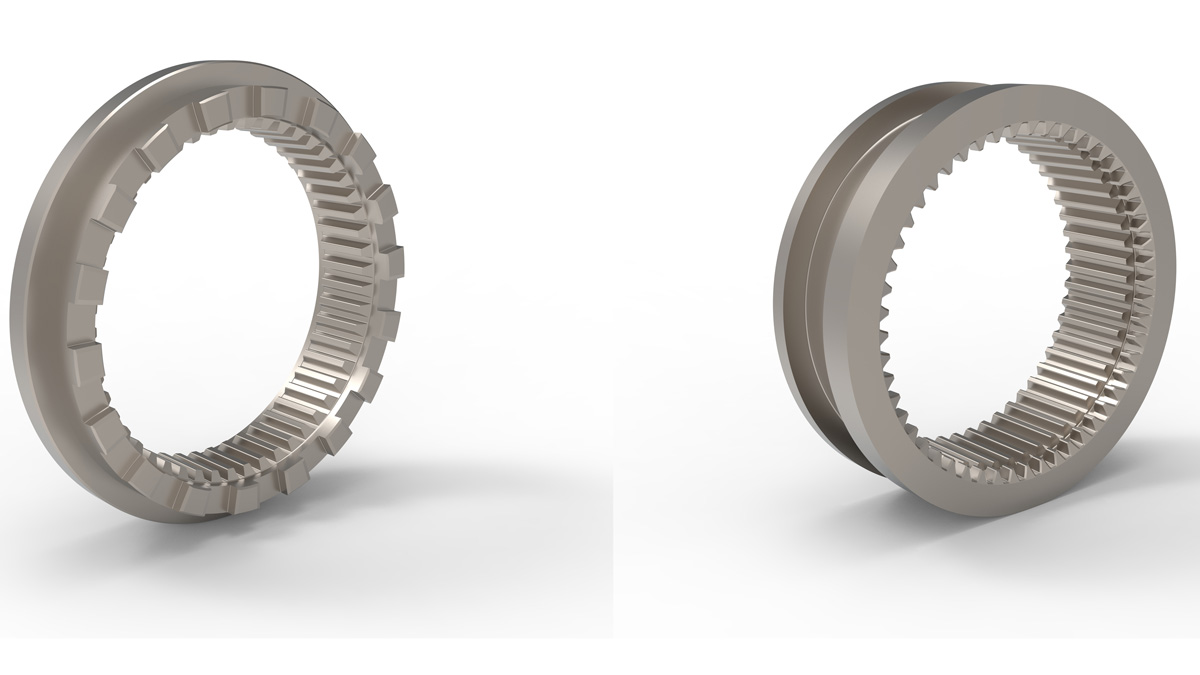
The primary function of an e-axle disconnecting system is to improve the efficiency and performance of battery electric vehicles by automatically decoupling the transmission shaft from the wheels when no power is required from the electric motor. As soon as power is required, the connection is closed again. Various concepts for disconnect units are available on the market, utilizing shifting components such as dog clutches or sliding sleeves to achieve the mechanical disconnecting function.
Figure 4: Examples of Shifting elements for Disconnecting systems in BEVs
The key functions of a disconnecting system are:
- Energy Efficiency: By disconnecting the e-axle when it is not needed (e.g., during highway cruising when only one axle is sufficient), the system reduces power consumption, which in turn can extend the vehicle’s range.
- Performance Optimisation: It allows the vehicle to perform optimally by engaging or disengaging the e-axle according to driving conditions, ensuring that the required power available when needed.
- Component Wear Reduction: Disconnecting the e-axle when not in use can reduce wear and tear on the drivetrain components, resulting in longer component life and lower maintenance costs.
- Driving Dynamics: Improves driving dynamics by providing better traction and stability control. For example, it can disconnect at high speeds to improve fuel efficiency and re-engage at low speeds or off-road conditions to improve traction.
- Temperature Management: Helps manage the thermal load on the powertrain by disconnecting during periods when high performance is not required, preventing overheating and improving component life.
The Powder Metal Process Route – High strength and Energy efficient
The powder metallurgy process is known for its ability to efficiently produce high volume parts with comparatively low energy consumption. The following chart (Fig.2) gives an overview of all possible process steps. Low loaded parts can have a process route that ends directly after sintering, whereas highly loaded parts such as disconnect sleeves require additional operations like sizing or heat treatment.
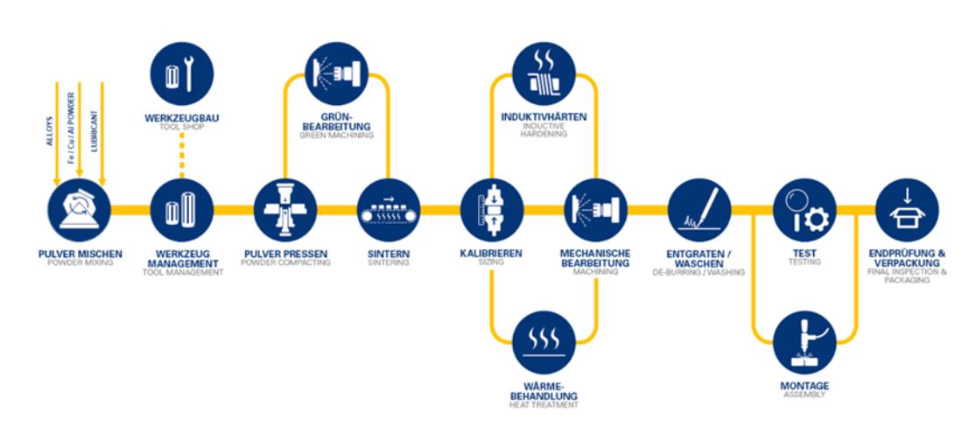
Figure 5: The Powder Metal Process Overview
High Strength Process Innovation
Powder metal products such as mass balancer or crankshaft gears are known for their high strength, low weight and additional benefit in NVH performance [1,2]. This is achieved by combining a standard part density in the core area (~7,0g/cm³), with a near full density area where the gears are loaded (left, Fig.3). The high-density area can be achieved by rolling or sizing the sintered part. For even higher loaded components such as disconnect systems, the density in the core area of the part needs to be further increased (right, Fig. 6).
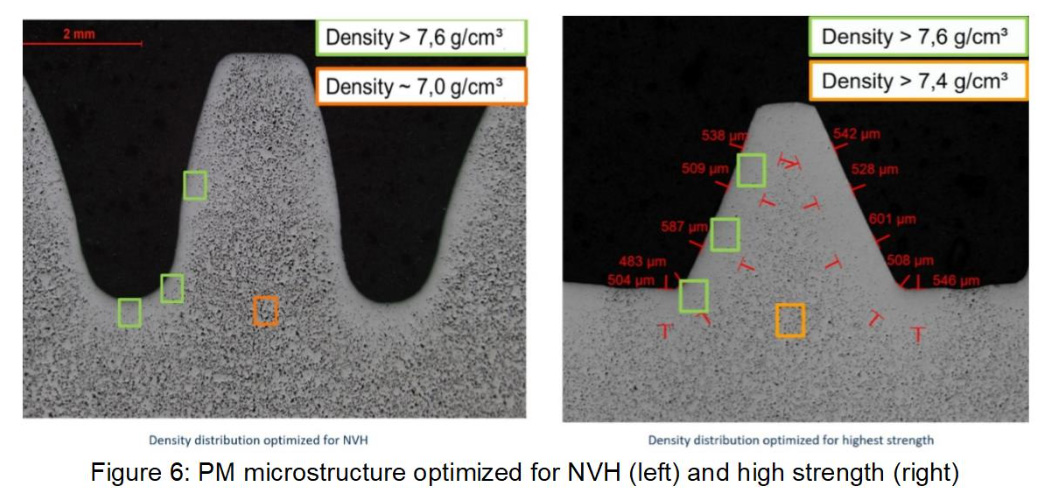
This requires two sizing operations: one to achieve a homogeneous core density of >7,4g/cm³ for the core area and a subsequent one for the highly loaded areas with almost full density. To avoid an additional sizing operation and thus save energy (and also cost), a new compacting technology was developed in a research project – “Die-Wall-Lubrication” (DWL).
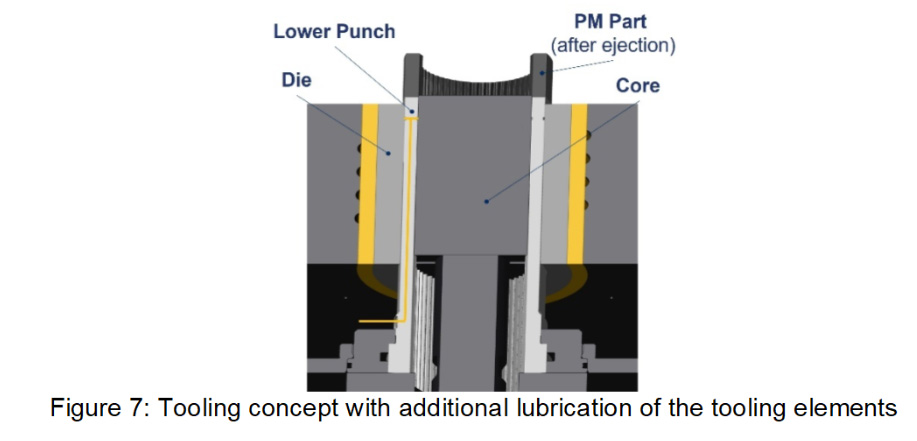
In general, organic lubricants (e.g. amide waxes, ~0,8 w%) must be added to powder mixes to ensure lubrication between the compacted part, the die-wall and the core rod during ejection of the part. The disadvantage of adding any organic compound is that it also acquires “space” during compaction and thus works against achieving the highest densities – this makes press densities of >7,3g/cm³ infeasible for series production. With the new DWL-concept, the organic content in the mix can be reduced to levels >0,2 w%. Instead of adding to the powder mix, an oil film is applied directly to the pressing tool (see Fig. 7) and densities of ~7,4 g/cm³ can be reached directly after compacting.
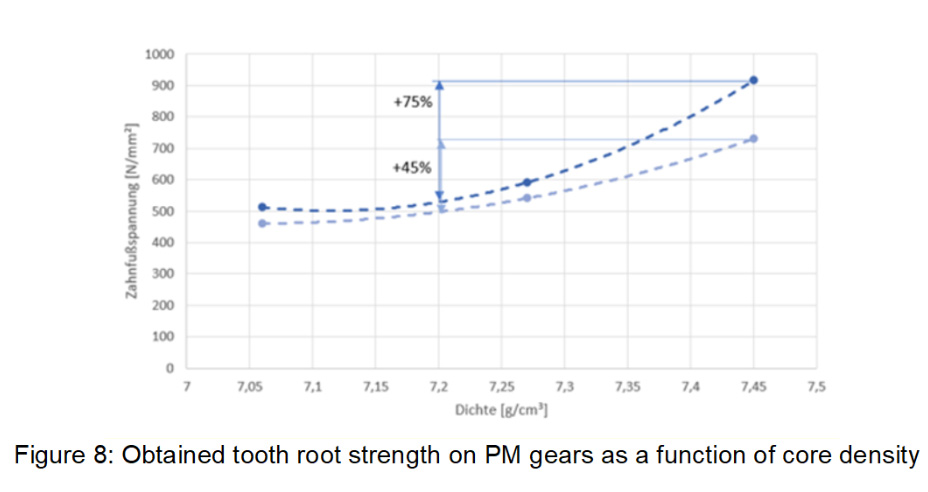
The increase in strength as a function of the core density of a sintered part is shown in the graph below. The tooth root strength of sintered gears has been tested for different core densities. It can be seen, that the achievable tooth root strength is strongly influenced by the core density and can reach values of >900MPa (see Fig.8). An optimised heat treatment (dark blue line in Fig.) can further increase the achievable tooth root strength of the sintered gears compared to a standard heat treatment (light blue line in Fig.) by ~200MPa (+30%).
Rolling of Inner Splines
A special feature added for highly loaded disconnect components is to generate the geometric design of the coupling teeth without mechanical processing. Therefor a customised and cost-effective cold rolling process was developed. Through this rolling process, the back taper in the internal toothing of sliding sleeves, that cannot be produced by an axial compacting process and ensures the retention of the form-lock in the closed state of the disconnect system for force transmission, is formed. In
Fig. 9, a cross-sectional view of the back taper area produced by the rolling process after sintering of the components is shown.
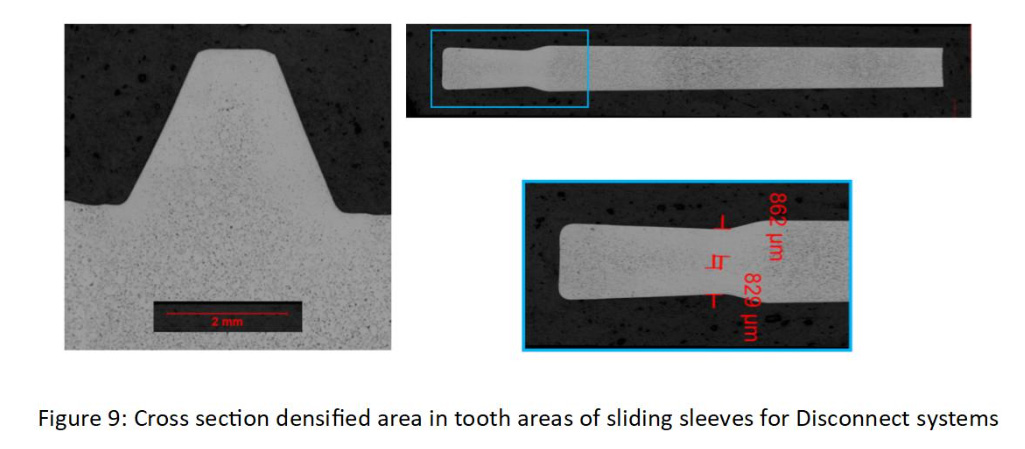
The areas of material densification generated by rolling and the resulting reduction in porosity are clearly visible. The density in the densified area is close to 7,8 g/cm³, which allows mechanical properties similar to steel after heat treatment of the component. Another advantage of this process compared to mechanical processing is the associated strength-increasing transition radii that are inherent to this process. This enables the reduction of stress peaks in the application and providing robust solutions in PM.
Energy efficient PM Route
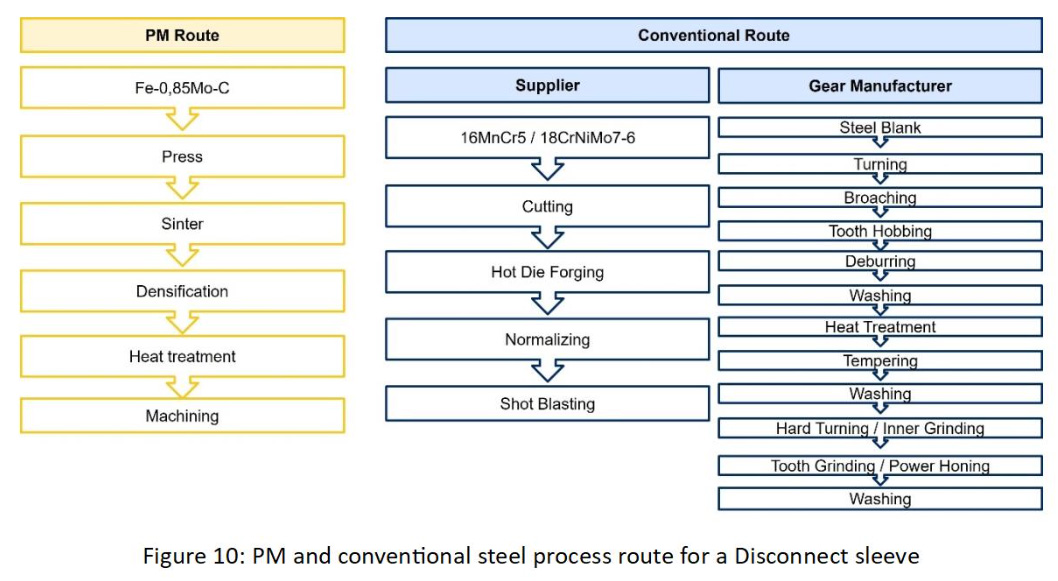
The PM manufacturing process developed for disconnect systems is very short compared to the conventional steel route. This is underlined by the results of a joint project with iron and steel powder supplier Höganas AB. Using the LCA software SPHERA, the PCF (Product Carbon Footprint) of a powder metal disconnect sleeve was compared with the same part produced using a conventional steel process route (Fig. 10).
The results of the PCF calculations given in Fig.11 were obtained by using the following assumptions:
- Steel powder mix PCF of 0,48 kg CO2e per kg material was calculated according to ISO 14067:2018
- Conventional steel (base scenario) for European primary steel of about 1,9 kg CO2e per kg material
- Conventional steel (scenario 3 and 4): 0,3 kgCO2/kg to represent green steel and 0,55 kgCO2/kg represent steel made of recycled material
- Simplifications for PCF on part level: consider are electricity and scrap for the processing steps of both powder metallurgy and conventional routes
- Electricity mix: For the 5 scenarios, different grid mixes were considered to cover the effect of renewable energy impact
It can be seen, that for all scenarios – even using green steel or steel made only from recycled material for the conventional route – the PM route has a significantly lower product carbon footprint. For both manufacturing routes around a third of the contribution is due to the raw material impact, giving PM a big advantage for base scenario as well as scenario 1+2. But even if only recycled steel or green steel is considered as a raw material source for the conventional route, PM still has an advantage due to the comparatively short process route.
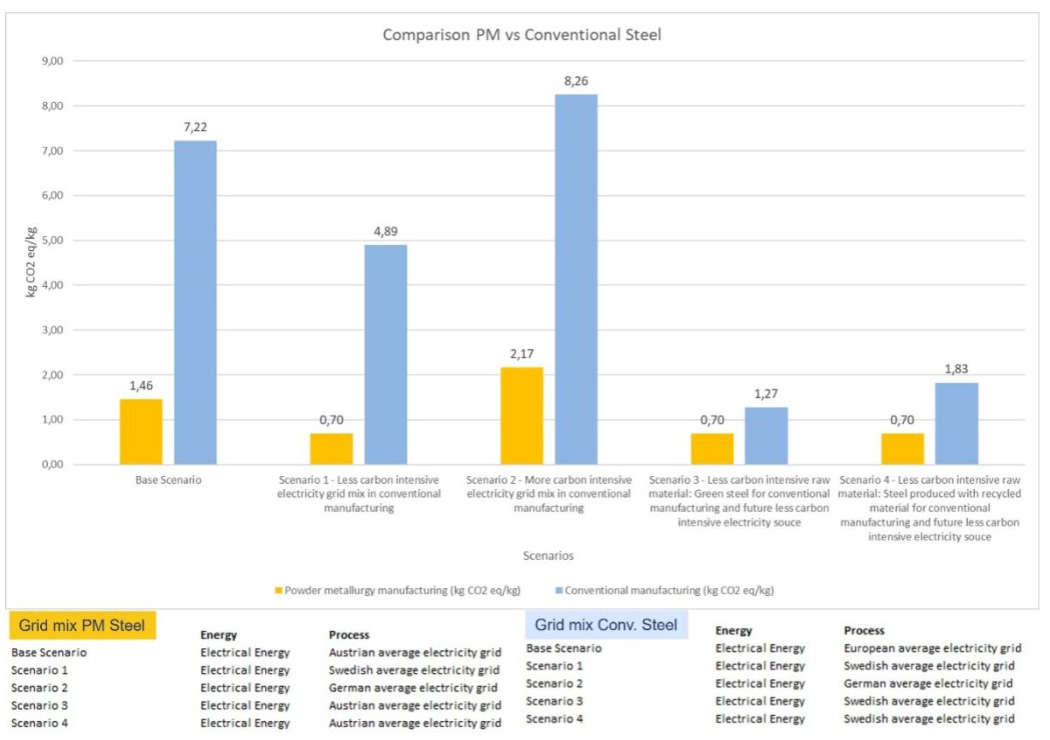
Figure 11: PCF of PM route compared to conventional steel incl. different used energy mixes
Summary
Powder metal components can make a significant contribution to the transition to electric powertrains. The PM process has developed new process routes such as Die-Wall-Lubrication and Rolling of Inner splines to meet the higher demands of e-Axles. The strength levels of conventional steel can be matched and combined with the added benefit of a low carbon manufacturing route. This further supports end customers in their efforts to meet their sustainability goals.
Miba Sinter
Miba Sinter is the largest division within the Miba Group and specialises in the development and production of high-precision sintered components. These components are critical to improving the performance and efficiency of applications in the automotive and industrial sectors. Miba Sinter combines extensive knowledge and innovation with advanced powder metal technology to deliver top-quality products to customers worldwide.
Miba Sinter’s product portfolio includes reliable engine components, transmission parts and other sintered products that help reduce emissions and improve fuel efficiency. Thanks to advanced sintering processes, Miba Sinter can produce parts with complex geometries that offer excellent performance and cost efficiency. Sintered products are characterised by economic manufacturability, high material utilisation, low weight and precise production, making them particularly attractive for the requirements of electromobility.